各位锻造企业技术、领导们,相信大家都有过为锻造员工工资增长、人员难招而烦恼,相信大家也在不断寻找减少人工投入、降低生产成本的对策,相信也有一些企业已经开始了锻造自动化。
这里向大家介绍“多工位自动锻造”思路和落地方案。经过我们近20年的分析、推广、优化、总结,我们的结论是:多工位自动锻造才是未来自动化锻造的最佳思路。
多工位自动锻造具有以下特点:
1、提高生产效率,多工位自动锻造是3-4个工位模具同步锻造,一次锻造即成型一个产品;
2、减少人工投入,多工位自动锻造生产线,只需一个人值守 大大节省人力投入;
3、生产线占地空间小。
要实现多工位自动锻造,需要满足如下条件:
1、评估多工位自动锻造采用的压力机吨位,即需要一台吨位更大的压力机;
2、多工位模具设计,个各模具的间距相同、下模高度相同、在一个大模架上;
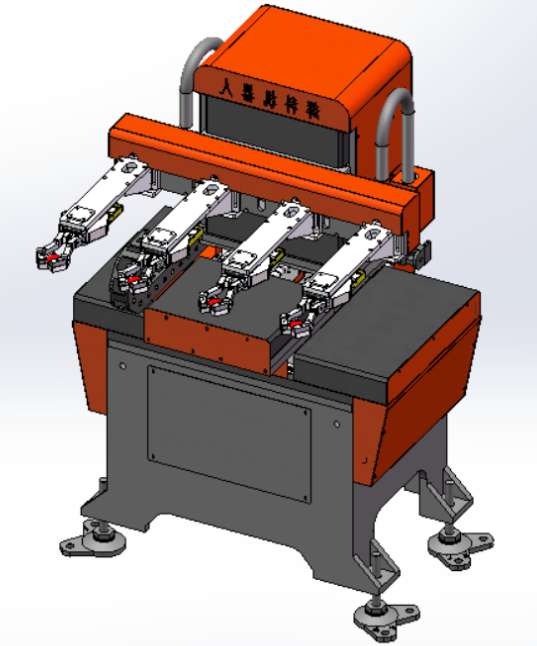
3、采用多工位步进梁锻造机械手,根据产品及工艺,分单臂步进梁锻造机械手和双臂步进梁锻造机械手。